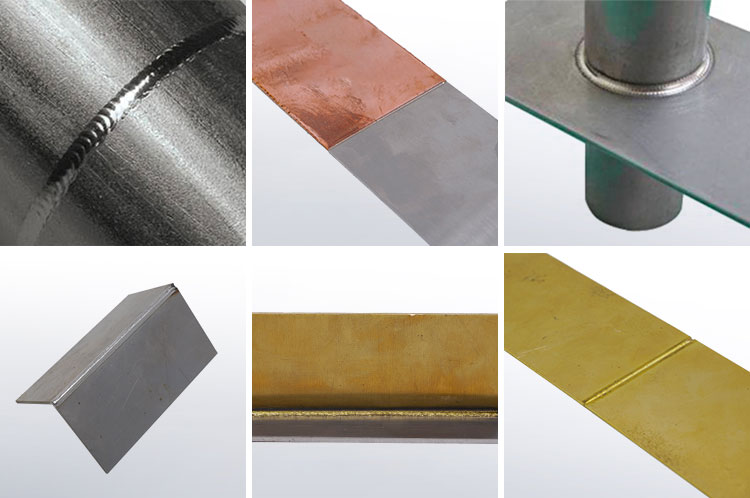
Das Laserschweißen ist eine Schweißmethode, bei der ein fokussierter Laserstrahl als Energiequelle verwendet wird, um die Schweißzahl mit der erzeugten Wärme zu bombardieren.
Da der Laser optische Eigenschaften wie Brechung und Fokussierung hat, ist das Laserschweißen für das Schweißen von Mikropartien und Teilen mit schlechter Schweißbarkeit sehr geeignet.
Das Laserschweißen hat die Eigenschaften des Eingangs mit geringer Wärme, kleiner Schweißverformungen und wird nicht durch elektromagnetische Felder beeinflusst.
Der Schweißprozess besteht aus thermischer Leitfähigkeitstyp, dh der Oberfläche des Werkstücks wird durch Laserstrahlung erhitzt und die Oberflächenwärme durch Wärmeleitung nach innen diffundiert.
Durch die Steuerung der Laserleistung, der Schwungbreite, der Frequenz und anderer Parameter wird das Werkstück zu einem bestimmten geschmolzenen Pool geschmolzen.
")
Das Laserschweißen ist eine Schweißmethode, bei der ein fokussierter Laserstrahl als Energiequelle verwendet wird, um die Schweißzahl mit der erzeugten Wärme zu bombardieren.
Da der Laser optische Eigenschaften wie Brechung und Fokussierung hat, ist das Laserschweißen für das Schweißen von Mikropartien und Teilen mit schlechter Schweißbarkeit sehr geeignet.
Das Laserschweißen hat die Eigenschaften des Eingangs mit geringer Wärme, kleiner Schweißverformungen und wird nicht durch elektromagnetische Felder beeinflusst.
Der Schweißprozess besteht aus thermischer Leitfähigkeitstyp, dh der Oberfläche des Werkstücks wird durch Laserstrahlung erhitzt und die Oberflächenwärme durch Wärmeleitung nach innen diffundiert.
Durch die Steuerung der Laserleistung, der Schwungbreite, der Frequenz und anderer Parameter wird das Werkstück zu einem bestimmten geschmolzenen Pool geschmolzen.